
عملیات حرارتی پس از جوشکاری
5-5 عملیات حرارتی:
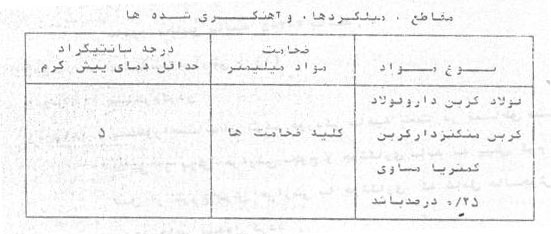
5-5-1 پیشگرم كردن:
5-5-1-1 به منظور اجتناب از ترك خوردگی ناحیه سخت در مناطق متأثر از حرارت ناشی از برش حرارتی سطوح و جوشكاری باید به پیش گرم كردن فلز ماقبل از شروع برش حرارتی یا جوشكاری كه شامل خالجوش نیز می شود، توجه خاصی مبذول گردد.
یادآوری: دمای پیش گرم كردن بستگی به نوع اتصال, ضخامت فلز, تركیب فولاد, گرمای ورودی هر رانش از جوش و میزان هیدروژن در فلز جوش بستگی دارد.
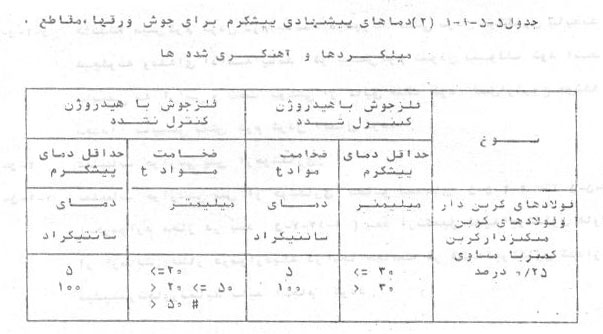
دماهای پیشنهادی پیش گرم كردن در جدول های 5-5-1-1 (1) و 5-5-1-1 (2) باید به عنوان یك راهنمای كلی تلقی گردد.
سایر دماهای پیش گرم كردن مجاز خواهند بود مشروط بر اینكه رضایت بخش بودن آنها توسط آزمایشات تائید روش جوشكاری تائید گردد.
محاسبات دمای پیش گرم كردن با توجه به گرمای ورودی, تركیب مواد و ضخامت فولادهای كربن دار و فولادهای كربن منگنزدار را می توان با مراجعه به استانداردهای زیر انجام داد.
الف: استاندارد ملی به شماره ……… 139
ب: فولادهای جوشكاری بدون ترك خوردگی بوسیله هیدروژن Coe.R-F مؤسسه جوشكاری قابل دسترسی به آدرس زیر:
The welding institute
Researeh laboratory
Abington Hall Abington
Cambs : CB1 6AL
چنانچه دمای فلز اصلی تا فاصله 150 میلیمتر از محل اتصال كمتر از 5 درجه سانتیگراد باشد هیچگونه جوشكاری یا خالجوش نباید انجام گیرد.
5-5-1-2 سازنده باید در روش جوشكاری كه طبق بند 3-4-5 برای تایید به مرجع بازرسی ارائه می نماید.
جزئیات هر عمل پیش گرم كردن برای هر نوع جوش كه شامل جوش اتصالات نیز می گردد را قید نماید.
سازنده باید روش هائی برای اندازه گیری و ابقأ دمای پیش گرم ارائه نماید.
فلز جوش با هیدروژن كنترل شده طبق استاندارد 639 BS وقتی كه بر اساس استاندارد P2 6693 BS سنجیده می شود نبایستی هیدروژن از 15 میلی لیتر در هر 100 گرم فلز ذوب شده بیشتر باشد.
بیشترین ضخامت اجزا در محل اتصال, پیشنهاد می شود كه فقط فلز با هیدروژن كنترل شده بكار گرفته شود.
یادآوری: روش اندازه گیری دمای مورد قبول شامل قلم های نشان دهنده دماسنج تماسی و ترموكوپل می باشد.
5-5-1-3 در جائیكه خطر ترك ناشی از هیدروژن زیاد است بطور مثال شرایطی كه به شدت منع شده است. باید به مزایای نگهداری یا بالا بردن دمای پیش گرم برای حداقل 2 ساعت بعد از جوشكاری ( پس گرم ) یا عملیات حرارتی پس گرم در بین جوشكاری برای تسهیل از بین بردن هیدروژن توجه خاصی مبذول گردد.
5-5-1-4 دما باید در مدت زمان عملیات تحت نظارت باشد.
5-5-1-5 جائیكه پیش گرم كردن لازم باشد، در صورت عملی بودن جوشكاری باید بدون هیچگونه وقفه ای ادامه یابد اگر پیش گرم نمودن متوقف شود اتصال بایستی به آرامی و تحت پوششی از عایق خنك شود, قبل از شروع جوشكاری مجددا بایستی پیش گرم كردن اعمال گردد.
5-5-2 عملیات حرارتی پس از جوشكاری:
5-5-2-1 عملیات حرارتی پس از جوشكاری مطابق بندهای 5-5-2-2 تا 5-5-2-5 ( بجز موارد مجاز در بند 5-4-14-6) بعد از تكمیل كلیه جوشكاری ها و قبل از آزمایش فشار در مواردی كه در آنجا ضخامت هر قطعه جوشكاری شده از 30 میلیمتر تجاوز نماید باید انجام گردد.
5-5-2-2 اگر اتصال جوش شده, قطعاتی را كه دارای ضخامت های متفاوت هستند به هم وصل نماید. ضخامتی كه بایست بر اساس محدودیت داده شده در بند 5-5-2-1 در نظر گرفته شود. یكی از ضخامت های اسمی زیر می باشد ( بدون كسر مقدار خوردگی مجاز:)
الف : ضخامت ورق نازكتر در ورق های مجاور لب به لب جوش شده شامل اتصال عدسی انتهائی به پوسته
ب : ضخامت در رابطه با اتصال ورق های تختی كه لب به لب به پوسته جوش شده اند ضخامت ورق های تخت در جائی كه اینها را به داخل بدنه اضافه نموده اند.
ج : ضخامت پوسته یا ورق سخت در محل اتصال جوش های نازل ها و بالشتك ها بر حسب مورد.
د : ضخامت كلیه نازل ها در محل اتصال فلنج به گلوی نازل.
ه : ضخامت قطعات تحت فشار در محل اتصال جائیكه قطعه غیر تحت فشار به قطعه تحت فشار جوشكاری می شود.
5-5-2-3 فولادهای كربن دار ساده و كربن منگنزدار بایستی برای اهداف تنش زدایی در محدوده, 580 درجه سیلیوس تا 620 درجه سلسیوس باید گرم نمود.
زمان نگهداری در این دما باید به ازای هر میلیمتر ضخامت, 2/5 دقیقه تا حداقل 60 دقیقه است, باشد.
روش های (الف) تا (د) كه ذیلا آمده است بایستی برای كارگیری عملیات حرارتی وفق داده شود.
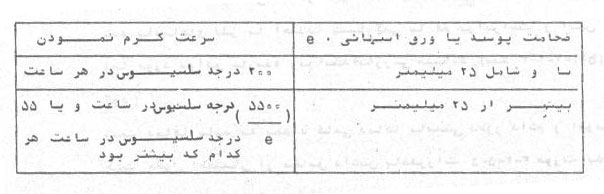
الف : دمای كوره در زمانیكه دیگ را در داخل آن می گذارند نباید از 300 درجه سلسیوس بیشتر باشد.
ب : سرعت گرم كردن از 300 درجه سلسیوس به بالا نباید از مقادیر داده شده در جدول زیر بیشتر باشد. محدودیت ضخامت e به همانگونه است كه در بعد 2-2-5-5 تشریح شده است:
 ج : در زمان گرم نمودن نباید تغییرات در دما بیشتر از 150 درجه سلسیوس برای هر فاصله 4/5 متر از طول باشد.
ج : در زمان گرم نمودن نباید تغییرات در دما بیشتر از 150 درجه سلسیوس برای هر فاصله 4/5 متر از طول باشد.
در هنگام تثبیت دما در سرتاسر قسمت های دیگ باید در محدوده 580 تا 620 درجه سلسیوس باشد.
د : در زمان گرمایش و مدت زمان تثبیت دما, فضای كوره باید به گونه ای كنترل شود كه از هرگونه اكسیداسیون سطح دیگ جلوگیری شده و هیچگونه برخورد مستقیمی از شعله با دیگ بوجود نیاید.
ه : دیگ بایستی در داخل كوره با دمای 300 درجه سلسیوس با سرعتی حداكثر برابر مقادیر داد شده در جدول زیر خنك گردد.
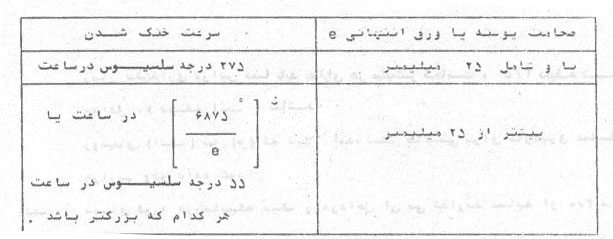
زیر دمای 300 درجه سلسیوس دیگ می تواند در هوای آزاد ساكن خنك شود.
و : دماهای مشخص شده باید همان دماهای هر قسمت از دیگ باشند كه بوسیله ترموكوپل ها در دماهای فضای كوره را می توان به عنوان دماهای فلز بكار برد.
به شرطی كه شواهدی وجود داشته باشد كه دماهای خوانده شده با دماهای فلز با اختلاف بسیار كمی با هم برابر است و این اختلاف دما مورد توافق سازند و مؤسسه بازرس می باشد.
( بند 3-2-7-1 (b) ملاحظه شود.)
ثبت دماها باید به تعداد كافی دماها بایستی بطور دائم و اتوماتیك جهت حصول اطمینان از تطابق داشتن با مقررات 5-5-2-3 صورت پذیرد.
5-5-2-4 كنترل عملیات حرارتی پس از جوشكاری:
بازرس خود باید از انجام صحیح عملیات حرارتی پس از جوشكاری رضایت داشته و دماهای خوانده شده با مقررات مطابقت داشته باشد.
5-5-2-5 روشهای عملیات حرارتی:
عملیات حرارتی تحت یكی از شرایط زیر باید انجام پذیرد:
الف : با گرم كردن كامل دیگ در یك كوره, دربسته.
ب : با عملیات حرارتی ورق انتهائی با بخشی از پوسته كه, اتصالات جوش شده قبل از اتصال ورق انتهایی با آن بخش به بقیه قطعات جائی كه این عمل انجام شده است. تنش زدائی اضافه تر در پایان ممكن است ضروری باشد.
ج : با عملیات حرارتی كلیه بخش ها یك پوسته در یك كوره در بسته. زمانیكه این روش مورد استفاده قرار می گیرد قسمت های گرم شونده باید حداقل 150 میلیمتر 140 بخش مشترك داشته و بخش خارجی پوسته باید به منظور جلوگیری از تغییرات زیان آور دما به اندازه كافی پوشش داده شود.
5-5-2-6 عملیات حرارتی برای نمونه های آزمون:
صفحات آزمونی كه مطابق با بند 5-4-6 جوشكاری شده اند هر جا كه عملی باشد باید تحت عملیات حرارتی مشابه با همان پوسته ای كه معرف آن می باشد قرار گیرند.
جائی كه پوسته تحت عملیات حرارتی اولیه قرار می گیرد هر روش عملیات حرارتی تكمیلی مشابه كه روی آن اعمال می شود باید روی صفحات آزمونی كه به آن متصل شده و یا در داخل و یا كنار آن قرار داده می شود نیز انجام گیرد.
جائی كه پوسته تحت عملیات حرارتی اولیه قرار نمی گیرد یا عملیات اولیه داده شده مشابه با عملیات نهائی نمی باشد, صفحات آزمون ممكن است تحت عملیات حرارتی با پوسته دیگری كه مطابق این استاندارد تحت عملیات حرارتی قرار می گیرد, واقع شود.
عملیات حرارتی صفحات آزمون باید در كوره ای صورت گیرد كه درام یا پوسته مربوطه در آن تحت عملیات حرارتی نهائی قرار می گیرد.
در اینگونه موارد منحنی زمان – دما باید به گونه ای پیش بینی گردد كه نشان دهد كه صفحات آزمون و قطعاتی كه به آنها مربوط می باشند. از عملیات مشابه در رابطه با حرارت, زمان تحت حرارت قرار گرفتن و خنك شدن برخوردار شده اند.
در جایی كه صفحات آزمون تحت عملیات حرارتی مستقل قرار می گیرند مبانی زیر باید مشابه برای هر دو صفحه آزمون و پوسته مربوطه باشد:
1: نرخ گرم كردن
2: حداكثر دما
3: زمان نگهداری در دمای معین
4: شرایط خنك شدن
دماهای عملیات حرارتی كه به صفحات آزمون جداگانه داده می شود باید ثبت گردند.
5-5-3 عملیات حرارتی مواد آزمون
پیش گرم, دمای بین دفعات جوشكاری, عملیات حرارتی میانی و پس گرم در جایی كه عملی باشد, باید برای مواد آزمون, مشابه با همان تولیدات جوشكاری باشد, اگر چه دمای پیش گرم بكار گرفته شده در حین ساخت ممكن است تا 100 درجه, سلسیوس بدون سنجش قبولی مجددا افزایش داده شود.
متعاقب عملیات حرارتی مواد آزمون بطور مثال نرمالیزه كردن یا اصلاح دانه بندی, آب دادن یا تنش زدایی, بایستی مشابه با آزمون همان تولیدات جوشكاری باشد.
5-5-4 سایر عملیات حرارتی:
5-5-4-1 عملیات حرارتی نرمالیزه كردن یا سایر عملیاتی كه مطابق با نوع فولاد می باشد همانگونه كه بین سازنده, خریدار و مؤسسه یا مرجع بازرسی توافق شده بایستی قبل یا بعد از جوشكاری قطعات شكل داده شده, داغ صورت پذیرد.
مگر اینكه روش شكل دادن بصورت داغ در محدوده دمای متناسب انجام گرفته باشد. ( بند 1-7-2-3 (j) ملاحظه شود.)
5-5-4-2 اگر عملیات حرارتی نرمالیزه كردن انجام شود قطعه ای كه بایستی نرمالیزه شود می بایست به دمای مقرر به آرامی برسد و سپس در همان دما برای مدت زمان پخش یكسان حرارت در طول قطعه باقی بماند.
اگر شكل هندسی قطعه بگونه ای باشد كه عمل خنك شدن آن یكسان نباشد عملیات حرارتی تنش زدایی باید بعد از عملیات حرارتی نرمالیزه كردن بكار گرفته شود.
5-6 آزمایش مخرب:
5-6-1 كلیات:
5-6-1-1 آزمایش غیر مخرب مطابق با مقررات بند 5-6-2 و 5-6-3 باید برای پذیرفتن دیگ های دسته 1 و 2 مورد استفاده قرار گیرد.
یادآوری 1: در این استاندارد اصلاح ” آزمایش غیرمخرب ” روش های مرسوم پرتونگاری آزمایش التراسونیك 141 آزمایش ذرات مغناطیسی 142 و یا آزمایش مایع نافذ 143 همانگونه كه در بند 5-6-2 و 5-6-3 توضیح داده شده, را در بر می گیرد.
بازرسی چشمی نیز در واقع یك آزمایش غیرمخرب می باشد اما در این استاندارد از روش های آزمایش غیرمخرب مرسوم مجزا شده است ( بند 5-6-1-2 ملاحظه شود.)
یادآوری 2: در این استاندارد, آزمایش غیرمخرب برای دیگ های دسته 3 لازم نیست.
یادآوری 3: آزمایش غیر مخرب همچنین ممكن است در طول ساخت به عنوان جزئی از سلسله عملیات كنترل مرغوبیت, توسط سازنده, مورد استفاده قرار گیرد.
یادآوری 4: آزمایش غیر مخرب برای جوش های لوله به صفحه لوله و میله مقاوم به ورق تخت موردنیاز نمی باشد.
یادآوری 5: آزمایش غیرمخرب ممكن است قبل از عملیات حرارتی پس گرم انجام شود اگر در طول بكار گرفتن هر یك از تكنیك های آزمایش غیر مخرب, نتایج بدست آمده اجازه تصمیم گیری نهائی جهت میزان قبولی مشخص شده در 5-7 را ندهد, باید تكنیك دیگری را بكار برد.
5-6-1-2 علاوه بر مقررات بند 5-6-1-1 كلیه جوش های دیگ های بخار دسته 1 و 2 و 3 باید طبق استاندارد ملی ایران به شماره 144 مورد بازرسی قرار گیرد.
5-6-1-3 آزمایشات غیر مخرب باید براساس روش های كتبی تهیه شده توسط سازنده و مورد تأئید مؤسسه بازرسی انجام گیرد.
5-6-1-4 پرسنل آزمایشات غیر مخرب باید دارای صلاحیت لازم طبق تشخیص مؤسسه بازرسی باشند.
5-6-2 دامنه آزمایش غیر مخرب:
5-6-2-1 مواد مادر:
در مورد صفحات انتهائی بیرون قرار گرفته مطابق با شكل های ب (3) ( ج ) و ( د ) مقررات درجه های كیفی L4 و C4 طبق استاندارد ملی ایران به شماره 145 باید بكار برده شوند.
برای به حداقل رساندن, امكان ایجاد نقص هائی از نوع دو پوستگی كه در مجاورت جوش های مربوط به صفحات انتهائی درون قرار گرفته توصیه می شود كه لبه ورق های پوسته و كوره كه در نواحی مجاور جوشهای صفحه قرار میگیرند توسط روش آلتراسونیك آزمایش شوند.
همچنین ناپیوستگی لبه با درجه كیفی E طبق استاندارد ملی ایران به شماره …….. 145 باید به عنوان راهنما, مورد استفاده قرار گیرد.
عیوب تاثیرگذار بر لبه های ورق را فقط می توان با روش های جوشكاری تائید شده مطابق با بند 5-4-3 مرمت نمود. نواحی مرمت شده باید مورد آزمایش مجدد آلتراسونیك قرار گیرند.
اگر صفحات انتهائی بیرون قرار گرفته مطابق شكل های ب (3,) ( ج ) و ( د ) بكار رفته باشند, صفحات را باید بر روی نواری با فاصله, 150 میلیمتر از محیط, %100 مورد آزمایش التراسونیك قرار داد و نیز فلز جوش انباشته شده پس از تنشگیری میان مرحله ای و ماشین كاری پروفیل جوش باید %100 با روش التراسونیك آزمایش شود.
همچنین جنس ورقی كه این چنین آزمایش می شود, ناپیوستگی لبه باید با درجه كیفی Es طبق استاندارد ملی ایران به شماره 145 مطابق نماید, ضمنأ فلز جوش انباشته شده باید با بند 5-7 این استاندارد مطابقت داشته باشد.
لبه های ورق های پوسته و كوره , مجاور جوش های صفحات انتهائی درون قرار گرفته باید پس از تكمیل شدن تمامی درز جوش ها, توسط روش التراسونیك آزمایش شوند.
میزان قبولی عیوب از نوع دو پوستگی باید مطابق ناپیوستگی لبه با درجه E طبق استاندارد ملی ایران به شماره 146 باشد, پاره گی از نوع دو پوسته مجاز نمیباشد.
عیوب لبه ورق را فقط میتوان با روش جوشكاری تائید شده مطابق با بند 5-4-3 مرمت نمود. مناطق مرمت شده باید مورد آزمایش التراسونیك مجدد قرار گیرند.
5-6-2-2 درزهای جوش:
5-6-2-2-1 درزهای جوش شده لب به لب:
درزهای جوش شده لب به لب همانگونه كه در جدول 5-6-2-2-1 ارائه شده بایستی پرتونگاری یا آلتراسونیك گردد.
یادآوری 1: آزمایشات باید كلیه تقاطع جوش های طولی و محیطی را در برگیرد. برای هر درز طولی و محیطی بایستی حداقل یك فیلم پرتونگاری تهیه گردد, یا جائیكه آزمایش التراسونیك مشخص شده است حداقل 200 میلیمتر در طول باید آزمایش شود.
یادآوری 2: در هر مورد انتخاب قسمتی از جوش كه باید آزمایش گردد به صورت اتفاقی خواهد بود.
یادآوری 3: محل قسمت جوش آزمایش شده باید روی دیگ علامت گذاری و ثبت گردد.
یادآوری 4: در دیگ های بخار دسته یك هنگامی كه صفحات انتهائی دیگ به پوسته یا همدیگر متصل و مقاوم شده باشد كاهش مقدار آزمایش جوش به 10 درصد مجاز است.
یادآوری 5: در دیگ های بخار دسته یك هنگامی كه صفحات انتهائی دیگ بخار كاملا بوسیله میله مقاوم, لوله مقاوم یا تركیبی از میله های مقاوم , مقاوم ها و لوله های مقاوم محفظه برگشتی به همدیگر مهار شده باشند , كاهش مقدار آزمایش جوش به 10 درصد مجاز است.
یادآوری 6: در صفحات انتهایی قسمت لبه دار ضخیم تر است این قسمت ها باید به وسیله ماشین كاری پخ زده شود. و همانگونه كه در شكل ( ب ) 2 الف نشان داده شده جوشكاری شود.
5-6-2-2-2 جوش هایی به جز آنچه كه در جدول 5-6-2-2-1 آمده است.
الف : كلیات
هنگامی كه باید درصدی از كل طول جوش آزمایش شود, قسمت ( ها ) را باید به صورت اتفاقی انتخاب و آزمایش نمود.
ب : جوش های انشعاب و بالشتك ها با نفوذ كامل:
برای دیگ های دسته 1 جائیكه ضخامت قسمت ضخیم تر از 40 میلیمتر تجاوز نماید, %25 از كل طول جوش های انشعاب شامل جوش های اتصالات بالشتك كه به روش مشابه جوشكاری شده اند باید به طور غیر مخرب به روش پرتونگاری یا آلتراسونیك آزمایش شوند.
اگر ضخامت قسمت های متصله مساوی یا كمتر از 40 میلی متر باشد حداقل %25 از كل طول جوش باید برای ترك های مویی سطحی بوسیله ذرات مغناطیسی یا مایع نافذ آزمایش گردند.
برای دیگ های بخار دسته 2 مقدار آزمایش های غیر مخرب مجاز است به 10 درصد كاهش یابد.
ج : جوش های اتصال مقاوم صفحه ای و مفصلی:
برای دیگ های بخار دسته 1 و دسته 2 هنگامیكه جوش از نوع نفوذ كامل (1) باشد كل طول جوش اتصال هر مقاوم صفحه ای یا مفصلی باید به روش آلتراسونیك آزمایش گردد.
هنگامی كه اتصال با جوش های گوشه انجام شود, كل طول هر جوش باید برای ترك های مویی سطحی به وسیله روش های ذرات مغناطیسی یا مایع نافذ آزمایش گردند.
د : جوش های گوشه از داخل برای صفحه انتهایی:
برای دیگ های بخار دسته 1 و دسته 2 جوش گوشه از داخل برای اتصالات صفحه انتهائی دیگ به پوسته و كوره به صفحه انتهائی و اتصالات صفحه لوله محفظه برگشت باید برای ترك های مویی سطحی در كل طولشان یا تا جائیكه قابل دسترس باشد بوسیله روش های ذرات مغناطیسی یا مایع نافذ آزمایش گردند.
هنگامی كه جوش گوشه قبل از جوشكاری طرف دیگر كامل شده است مقدار آزمایش ذرات مغناطیس یا مایع نافذ مجاز می باشد به حداقل 10 درصد طول كل هر درز جوش كاهش یابد.
ه : جوش های اتصال قلاب گیرها:
هنگامی كه جوش های اتصال قلاب گیرها از نوع نفوذ كامل باشد باید در كل طولشان با روش آلتراسونیك آزمایش گردند.
و چنانچه قلاب گیرها بوسیله جوش گوشه متصل شده باشند, جوش ها باید برای ترك های مویی سطحی در كل طولشان بوسیله روش های ذرات مغناطیسی یا مایع نافذ آزمایش كردند.
و : جوش های اتصالاتی كه بار دائمی اصلی را تحمل می كنند:
برای دیگ های دسته 1 جوش ها باید بیشتر از %25 كل طولشان آزمایش شوند.
روش آزمایش برای جوش های از نوع نافذ كامل آلتراسونیك و برای جوش های از نوع گوشه ذرات مغناطیسی یا مایع نافذ می باشد.
برای دیگ های بخار دسته 2 مقدار آزمایش های غیر مخرب مجاز است به 10 درصد كاهش یابد.
ز : جوش های گوشه بجز آنهائی كه در بندهای (ب) تا ( و ) ذكر شده اند:
برای دیگ های بخار دسته 1, 25 درصد كل طول جوش گوشه باید برای ترك های مویی سطحی بوسیله روش های ذرات مغناطیسی یا مایع نافذ آزمایش كردند. برای دیگ های بخار دسته 2 مقدار آزمایش های غیرمخرب مجاز است به 10 درصد كاهش یابد.
5-6-2-2-3 قبولی آزمایش غیر مخرب موضعی:
اگر معلوم شود كه درز جوش شده ای دارای نقص غیرقابل قبولی است ( بند 5-7 ملاحظه گردد.) تمام درز باید تحت آزمایش غیر مخرب قرار گیرد.
5-6-2-2-4 آزمایش غیرمخرب درزهای ترمیم شده:
پس از اینكه درز جوش شدهای مورد ترمیم قرار گرفت, ناحیه ترمیم شده باید كلا توسط تمامی روش هایی كه برای جوش اولیه ذكر شده به طور غیر مخرب آزمایش شود.
برای دریافت قیمت و خرید دیگ بخار با شماره 09388037440 تماس بگیرید.
برای کسب اطلاعات بیشتر، مقالات مربوطه را مطالعه فرمایید:
آشنایی با جوشکاری و روش های جوش دیگ بخار
استاندارد جوشكاری دیگ بخار فایر تیوب-بخش کلیات و طراحی
استاندارد جوشکاری دیگ و بویلر بخار فایر تیوب- مراحل ساخت
مراحل قبل از جوشكاری در تولید دیگ بخار استاندارد
