





آب و کنترل خوردگی آب
نیاز روز افزون به انرژی، اهمیت بخار و نقش آن را به عنوان یک واسطه انتقال انرژی محرز ساخته است، افزایش اخیر قیمت مواد نفتی و تهدیدی همیشگی نسبت به کمبود این مواد لزوما تاکید به استفاده بهتر از بخار و بالا بردن کارائی آن در هر زمان گردیده است.
از این رو پیشرفت مستمر در طراحی دیگ های مولد بخار و بالا بردن عملکرد خوب وسائل و تجهیزات فرعی و کمکی آنها مد نظر قرار گرفته است.
بازیافت روز افزون از گرمای تلف شده و آب مقطر برگشتی مخصوصا به عنوان گامی پیشتاز از تولید ملحوظ نظر بوده است. بهبود سازی اولیه بطور کامل و پاک و تمیز نگه داشتن آب مقطر و آب تغذیه به دیگ بخار به هنگام استفاده از مواد شیمیایی موجب کارائی و انعطاف پذیری بهتری میشود که دست یابی به موارد فوق تحقق پیدا مینماید.
بخش های زیر مربوط به مراحلی است که اشاره به افزایش بازدهی و بهبود سازی داخلی سیستم به بهترین روش مینماید.
اجزاء مربوط به سیستم System Components
قبل از بررسی مسائل مربوط به بهبود سازی داخلی آب تغذیه به دیگ بخار اشاره مختصر به اجزاء عملی مهم یک سیستم تولید بخار خالی از فایده نیست.
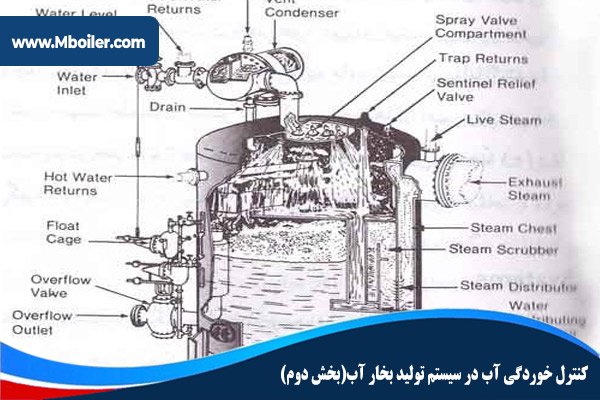
شکل ۱-۱۱ یک دیگ مولد بخار فشار قوی (۶۰۰ پاوند بر اینچ مربع و بالاتر) را نشان میدهد. اجزاء و عملکرد هر کدام از آنها به ترتیب ذیل عبارتند از:

شکل۱-۱۱ سیستم تولید بخار و گرمایش
تجهیزات بهبود سازی خارجی External Treatment Equipment
مشخصات فیزیکی و شیمیائی آب خام، فشار عملیاتی سیستم، کیفیت بخار مورد نیاز، میزان متوسط مصرف بخار، مقدار آب مقطر برگشتی، نوع دیگ مولد بخار و هزینه سوخت، تماما مشخص کننده اهمیتی از بازیافت حرارت و مجموع هزینه ها در این مورد میباشد.
بهبودسازی خارجی آب جهت تغذیه به دیگ بخار با فشار کمتر از ۱۰۰ پاوند بر اینچ مربع و دیگ های بخاری که مصرف بسیار کمی از آب جبرانی دارند از اهمیت بالائی برخوردار نمیباشد.
در دیگ بخار با فشار متوسط بین ۱۰۰ الی ۶۰۰ پاوند بر اینچ مربع معمولا از نرم کننده مبادله یونی زئولیت سدیم و یا از روش های نرم کننده یا آهک سرد و یا گرم برای بهبود سازی خارجی آب تغذیه به دیگ بخار استفاده میگردد، ولی در دیگ بخار با فشار بالاتر از ۶۰۰ پاوند بر اینچ مربع سیستم های حذف کننده آنیونی و کاتیونی بکار گرفته می شود.
استفاده از سیستم پولیشر جهت حذف ذرات آهن و یا مس از آب مقطر برگشتی مخصوصا واحدهائی که امکان کنترل خوردگی روی لوله های برگشتی موجود نبوده و یا کنترل خوردگی به نحو مطلوب صورت نگیرد برای دیگ های بخار با فشار بالا غالبا معمول میباشد.
جدا کردن مواد روغنی
ولی در پالایشگاه ها، کارخانجات روغن نباتی و ریخته گری ها، ضروری است نسبت به جدا کردن مواد روغنی از آب حتی برای دیگ بخار با فشار متوسط به عنوان بخشی از بهبود سازی قبلی اقدام گردد.
حذف اصلی از سیستم بهبود سازی اولیه تقلیل رسوبات در دیگ بخار و سوپرهیتر میباشد. موضوع تخلیه از طریق زیرآب و خوردگی روی لوله های آب مقطر برگشتی از مسائل متعارف و معمول است، که مورد بحث قرار خواهد گرفت.
گرم کننده های هوازدای آب تغذیه Deaerating Feedwater Heaters
گرم کننده های مذکور دو هدف را در سیستم تولید بخار دنبال میکنند، این دو شامل:
الف – افزایش درجه حرارت آب تغذیه از طریق تماس مستقیم با دیگ بخار برگشتی کم فشار
ب- آزاد کردن نامطلوب ترین گازهای محلول در آب تغذیه به دیگ بخار
طبق شکل ۲-۱۱ حلالیت اکسیژن نسبت عکس با افزایش درجه حرارت دارد. با شستشوی آب گرم از طریق بخار، اکسیژن جدا شده و به هوا تخلیه می گردد. این عمل تا رسیدن به حد تعادل ادامه دارد.
گرم کننده های هوازدای اولیه
گرم کننده های هوازدا اولیه روش مذکور را به وسیله تزریق بخار به آب در یک مخزن سرباز انجام میدادند. بدیهی است که در روش بالا مسیر آب و بخار عکس یکدیگر میباشند.
طراحی اولیه هوازداها کاهش اکسیژن تا حدود ۳/۰ سانتی متر مکعب در لیتر بوده است، ولی در هوازداهای اخیر مقدار غلظت اکسیژن تا حد ۰۰۳/۰ سانتی متر مکعب در لیتر میرسد. استفاده از تجهیزات داخلی نظیر هوازداهای سینی و یا اسپری دار و ترکیبی از این دو میتواند در بهبود کارائی موثر باشد.

شکل ۲-۱۱ قابلیت حلالیت اکسیژن موجود هوا در آب در درجه حرارت مختلف و فشارهای عمومی
گرم کننده هوازدایی سینی دار
گرم کننده هوازدایی سینی دار شکل ۳-۱۱ کار شستشو و هوازدایی را به وسیله تبدیل آب به ذرات بسیار ریزی که از بالا به پایین روی سینی های متعدد میریزند انجام میدهد (این سینی ها با سوراخ های ریزی که در آن تعبیه شده است اجازه عبور را به صورت آزاد میدهند.) بخار زیادی در عبور از این ذرات به مایع تبدیل شده و درجه حرارت آب را تا حد اشباع افزایش میدهد.
حرکت بخار برخلاف جریان آب، اکسیژن موجود در آب را تقلیل داده و گازهای موجود در آب را خارج مینماید.
بخشی از بخار به همراه گازهای غیر قابل میعان که از ناحیه تبادل حرارت میگذرد به مجرای خروجی چگالنده هدایت میگردد. گازهای غیرقابل میعان، همراه مقدار کمی از بخار (حدود یک درصد) از طریق هواکش بیرون خواهد رفت.
سینیهای تعبیه شده در هوازدا می بایستی بطور منظم عدم تشکیل رسوب روی آنها و جابجا نشدن بازرسی گردند. عملکرد صحیح مجرای ورودی پخش کننده ها و افشانک ها از اهمیت ویژه ای برخوردار است.

شکل ۳-۱۱ طرح گرم کننده سینی دار به منظور هوازدائی اولیه و ثانویه
گرم کننده های هوازدایی اسپری
گرم کننده های هوازدایی از نوع اسپری شکل ۴-۱۱ مشابه گرم کننده های هوازدای سینی دار عمل میکنند.
ولی در این حالت افشانک های فنردار که در قسمت فوقانی ظرف نصب شده اند آب ورودی را در فضای مربوطه بصورت ذرات ریز به منظور تماس مستقیم با بخار گرم و انجام هوازدائی اولیه میباشند.
لازم به ذکر است که در بیشتر طرح ها اولین مرحله پاشش بعنوان میعان کننده مسیر تخلیه که در مرکز افشانک ها قرار دارد عمل میکند. هوازدایی ثانویه یا در ناحیه سوپاپ های شش بعدی یا در محل پودر کننده سرریز و یا در ناحیه سینیهائی که بخار ورودی از سوراخ های آن عبور میکند انجام میشود.
افشانک های آب پاش
جهت اطمینان کافی نسبت به پودر شدن کامل آب جهت اکسیژن زدائی کامل لازم است افشانک های آب پاش بطور مرتب از رسوبات و زنگ زدگی تمیز گردند. در بعضی مواقع دو جریان جداگانه آب شامل آب جبرانی بهبود سازی شده و آب مقطر برگشتی وارد هوازدا میشود.
چنانچه این دو جریان در خارج از هوازدا با هم اختلاط نمایند. تبخیر موضعی موجب خوردگی در لوله خواهد گردید. روشی که به صورت استاندارد در اکثر واحدها استفاده گردیده و مانع خوردگی میگردد وارد کردن هر دو جریان آب تغذیه و آب مقطر برگشتی از دو نازل جداگانه به داخل هواگیر میباشد.
جدیدترین مبدل های هوازدا علاوه بر فضای اکسیژن زدا و پیش گرم خود دارای یک مخزن ذخیره نیز میباشد. این مخزن آب هوازدا شده را برای مصرف در دیگ بخار در خود نگهداری مینماید.
مزیت خاص این مخزن به نحوی است که زمان کافی جهت مخلوط شدن مواد زایل کننده اکسیژن را در آب تغذیه به دیگ بخار قبل از وارد شدن به دیگ بخار خواهد داد.
فشار مطلوب برای هوازداها
اکثر هوازداها در فشار مثبت ۳ و یا بیشتری کار میکنند. اگر تماس کافی بین بخار و آب وجود داشته باشد. درجه حرارت آب تا حدود یک درجه فارنهایت بخار اشباع در فشار عملیاتی افزایش پیدا میکند.
محاسبه ساده فوق بدین صورت است که درجه حرارت آب اشباع بین فشار صفر تا ۱۰ پاوند بر اینچ مربع به میزان ۳ درجه فارنهایت در هر واحد فشار افزایش مییابد. ولی چنانچه از بخار خروجی برای هوازدائی استفاده شود تغییرات فشار سبب عملیات نامنظم میشود.
بنابراین استفاده از بخار زنده (اولیه) به منظور حفظ توازن فشار سیستم مطلوب تر میباشد. ملاحظه یک جریان خروجی بخار از مسیر دودکش هوازدا حاکی از گاززدایی مطلوب و کامل میباشد.
منبع : نقش آب و کنترل خوردگی در صنایع مولف : مهندس سید احمد پیشنمازی
پیش گرم کننده Economizers
گازهای غیرقابل مصرف خروجی از بالای دودکش سبب از دست رفتن گرمای بسیار زیاد سیستم در دستگاه های تولید بخار میشود.
پیش گرم کننده یک مبدل حرارتی ساده میباشد که در مسیر گازهای عبوری بین دیگ بخار و دودکش نصب و به منظور احیاء و بازیافت گرمای تلف شده حاصل از احتراق از این نمونه مبدل استفاده نمیشود.
به طور کلی بالا بردن بازدهی سیستم به میزان یک درصد موجب افزایش درجه حرارت آب تغذیه به دیگ به میزان ۱۰ الی ۱۱ درجه فارنهایت میگردد.
فلز مورد استفاده برای پیش گرم کننده های مدرن از آهن و فولاد میباشد. چنانچه پیش گرم کننده در محیط خوردنده قرار گرفته باشد ترجیحا از جنس چدن استفاده می گردد.
لازم به ذکر است که سمت آب در پیش گرم کننده میبایستی ادامه از آب تغذیه به دیگ بخار باشد تا افزایش حرارت آب تغذیه به دیگ بخار صورت گیرد.
بدیهی است افزایش درجه حرارت احتمال تشکیل رسوب و یا خوردگی آب را در پیش گرم کننده تسریع مینماید.
لذا در سیستم هائی که دارای چنین تجهیزاتی میباشند میبایستی نسبت به بهبود سازی آب دقت بیشتری مبذول گردد. زیرا هر گونه افزایش در زمینه بهبود سازی بهتر در این راستا توجیه پذیر میباشد.
اثر تخریبی اکسیژن محلول برای پیش گرم کننده ها، نظیر گرم کننده های آب تغذیه مصون از آن نمیباشند. با افزایش درجه حرارت پیش گرم کننده ها، اکسیژن محلول در آب تغذیه به دیگ بخار ضمن اینکه در افزایش فعل و انفعالات خوردگی موثر میباشد، موجب صدمه به فیلم محافظ مغناطیسی خواهد گردید.
تشکیل رسوب در چنین حالتی به ایجاد پیل های غلظتی از اکسیژن منجر میگردد. لذا در صورت استفاده از پیش گرم کننده، هوازدائی مکانیکالی و شیمیایی از هر نظر ضروری میباشد.
آزمایشات مربوط به تعیین میزان اکسیژن محلول در آب هوازدائی شده در صورت حذف ماده شیمیایی زایل کننده اکسیژن از هر نظر ضروری است.
هوا معمولا میتواند از آب بندهای معیوب تحت درجه حرارت و فشار معین به درون تلمبه های آب تغذیه نفوذ کند.
هر چند ماده زایل کننده اکسیژن محلول به مخزن آب هوازدا تزریق می گردد، ولی با توجه به زمان لازم جهت اثر بخشیدن آن خطر نفوذ هوا به آب تغذیه در زمانی که پیش گرم کننده در سرویس است وجود خواهد داشت.
از این رو استفاده از ماده شیمیائی زایل کننده اکسیژن از هر جهت توجیه پذیر میباشد. جهت اطمینان بیشتر در اغلب واحدها از آب ورودی به پیش گرم کننده ها آزمایش سولفیت سدیم در حد ۱ تا ۲ قسمت در میلیون و هیدرازین در حد ۰۱/۰ تا ۰۵/۰ قسمت در میلیون انجام میگیرد.
سیستم تخلیه Blow down Systems
تعریف تخلیه یا زیرآب در دیگ بخار خارج نمودن مقدار کمی از آب دیگ بخار تغلیظ شده به منظور نگهداری حداکثر میزان نمک های محلول و ذرات معلق جامد در دیگ بخار میباشد.
در تکنولوژی دیگ بخار دور تغلیظ مربوط به تعداد دفعات غلظتی است که در مورد آب تغذیه به دیگ بخار و یا آب دیگ بخار انجام میگیرد. بنابراین دوره غلظت تعداد دفعاتی است که جامدات در حجم معینی از آب تغلیظ میگردند.
به عنوان مثال چنانچه مقدار مواد جامد محلول در آبی برابر ۱۰۰ قسمت در میلیون بوده و نصف حجم آب تبخیر گردد مقدار مواد جامد محلول به دو برابر معادل ۲۰۰ قسمت در میلیون افزایش خواهد یافت.
حال اگر مجددا نیمی از حجم آب بخار گردد مقدار مواد جامد محلول به ۴۰۰ قسمت در میلیون افزایش مییابد.
افزایش غلظت با کاهش وزن آب همراه بوده در حالی که وزن مواد جامد محلول ثابت میماند. دوره غلظت با تعداد دفعات تخلیه تنظیم گردیده و جهت کاهش دوره غلظت ضروری است تعداد دفعات تخلیه یا زیر آب افزایش یابد.
رابطه حاکم بر میزان تخلیه برابر است با:
وزن آب تخلیه شده بر حسب کیلوگرم = دفعات تغلیظ آب جبرانی / وزن آب جبرانی بر حسب کیلوگرم
وزن آب تخلیه شده بر حسب کیلوگرم = دفعات تغلیظ آب تغذیه / وزن آب تغذیه بر حسب کیلوگرم
دفعات تغلیظ دیگ بخار معمولا محدود به مقادیر مواد جامد معلق، تمامی مواد جامد محلول، قلیائیت کل یا سیلیس میباشد.
حداکثر غلظت مجاز املاح فوق الذکر در کتاب های مرجع بر اساس استانداردهای داده شده در مورد مشخصات دیگ بخار ذکر گردیده است. لازم به یادآوری است که تجربه میتواند در تعیین غلظت مجاور موثر باشد.
درجات تغلیظ آب دیگ بخار میتواند از طریق تعیین غلظت کلراید در آب جبرانی (یا آب تغذیه به دیگ بخار) و یا آب دیگ بخار انجام گیرد.
تخلیه به دو صورت انجام میگیرد که شامل تخلیه پیوسته که کمی پایین تر از سطح آب موجود در استیم درام بوده و تخلیه ناپیوسته یا تناوبی معمولا دستی و از ماددرام عملی میگردد.
هدف از تخلیه پیوسته کنترل و نگهداری مواد جامد محلول در آب دیگ بخار میباشد، در حالی که تخلیه ناپیوسته خارج نمودن مواد معلق در کف ماددرام است که معمولا بر اساس
طراحی گردش آب، لجن ها و مواد معلق در کف ماددرام جمع و با استفاده از روش فوق خارج میگردند.
بدون شک تخلیه پیوسته اقتصادی ترین روش جهت کنترل تمامی مواد جامد محلول یا نمونه خاصی از آن میباشد.
تخلیه معمولا از طریق لوله سوراخ شده ای که حدود ۶ اینچ پائین تر از سطح معمولی آب در استیم درام است صورت میگیرد.
مقدار عبور جریان با تعبیه اورفیس قابل تنظیم، یک سوپاپ سوزنی و یا یک شیر V شکل شکاف دار که تماما به طریقی از بیرون کنترل میگردد تنظیم می شود.
از مزایای تخلیه پیوسته ضمن کنترل و تنظیم یکنواخت املاح محلول جامد در دیگ بخار مانع تغییرات زیاد و بحرانی در تعادل مواد شیمیایی آب دیگ بخار خواهد گردید.
شیر مربوط به تخلیه پیوسته را تدریجا تنظیم مینمایند تا بتوانند کنترل دقیقی را روی غلظت آب دیگ بخار اعمال نمایند.
چنانچه شیر بصورت دستی عمل نماید، میبایستی نسبت به تنظیم مجدد آن بعد از هر تخلیه و آزمایش از آب دیگ بخار اقدام گردد.
(آزمایشات لازم از نمونه آب دیگ بخار بعد از سرد شدن باید صورت گیرد.) در چنین وضعیتی لازم است شیر روزی یک بار بطور کامل باز گردد.



