در این مقاله سعی کردیم شما را با مراحل طراحی و ساخت بویلر آشنا کنیم. پس بهتر است همین ابتدا برای درک بهتر و بیشتر، ویدئو زیر را مشاهده کنید.
دیگ بخار از دو جنس چدن و فولاد ساخته میشود که در اینجا به مراحل ساخت بویلر فولادی میپردازیم.
1- تهیه نقشه فنی مطابق استاندارد ملی اجباری:
در بویلر استاندارد این مرحله بایستی به تایید بازرس برسد و سپس وارد مرحله دوم می شود. این استاندارد ها شامل استاندارد 4231 برای دیگ بخار و استاندارد 7911 برای دیگ آبگرم می باشد.
مقاله مرتبط: تشخیص بویلر استاندارد از غیر استاندارد
2- تهیه متریال دیگ بخار مطابق نقشه فنی:
این مرحله از اهمیت ویژه ای برخوردار می باشد زیرا اساس کار تهیه مواد اولیه مرغوب و استاندارد است.
3- برش کاری توسط دستگاه CNC:
برش کاری بایستی به صورت دقیق انجام شود و کوچکترین اشتباه در برش سبب می شود در ادامه لوله ها دقیق کنار هم قرار نگیرد. دو روش پلاسما و لیزری برای برش کاری موجود است که روش پلاسما مرسوم تر می باشد.
4- نورد بدنه اصلی دیگ:
توسط دستگاه نورد ورق ها به صورت استوانه ای شکل می گیرند. به بیان ساده نورد فرایندی است که در آن تغییر شکل پلاستیک فلز از طریق عبور آن از بین غلتک ها انجام می شود.
استفاده از غلتک از مرسوم ترین روش های شکل دادن به حساب می آید. از مزایای این روش تولید بالای آن است به گونه ای که روزانه چند صد تن فلز را می توان نورد کرد.
محصول نورد احتمالا محصول نهایی و یا مراحلی از شکل دادن فلز است از جمله فرآورده های نورد می توان به ورق، میلگرد و انواع پروفیل با مقطع H،T،I و … اشاره کرد. دسته بندی فرآیندهای نورد می تواند بر اساس دستگاه های نورد و یا دمای نورد باشد.
کاربرد نورد در ساخت بویلر
کاربرد دستگاه نورد در فرآیند تولید بخار برای گرمکاری و سردکاری ورق های بدنه بویلر می باشد. دستگاه نورد می تواند این عملیات را برای طیف وسیعی از فلزات در سایزهای مختلف انجام دهد.
برخی شمش های فولادی که برای تولید ورق فولادی جهت ساخت بدنه بویلر مورد استفاده قرار می گیرند وزنی بالاتر از بیست تن و ضخامت آنها حداقل 30 سانتی متر می باشد.
بوسیله دستگاه نورد این ورق ها نازک شده و به ضخامت مورد نیاز برای ساخت بویلر می رسد. ضخامت ورق مورد نیاز برای ساخت دیگ بخار و انواع بویلر با توجه به عوامل مختلفی تعیین می شود، سایزهای مختلف بویلر و نوع آن در تعیین سایز و ضخامت ورق تاثیر مستقیمی دارد. در ادامه به بررسی نحوه عملکرد دستگاه نورد خواهیم پرداخت.
دستگاه نورد
همانطور که بیان شد کاربرد نورد در ساخت بویلر یکی از کاربردهای رایج آن می باشد اما در صنایع مختلف نورد کردن فلزات مورد استفاده قرار می گیرد. اجزای دستگاه نورد شامل قفسه نورد، غلتک ها، یاتاقان ها، محفظه ای برای محافظت این قطعات و نیروی محرکه ای برای به حرکت در آوردن غلتک هاست.
علاوه بر این موارد به تجهیزات مکانیکی و الکتریکی برای کنترل و تنظیم نیرو و سرعت دورانی غلتک ها نیز نیاز است.
قفسه های نورد معمولا بر حسب تعداد قالب ها و آرایش آنها نسبت به یکدیگر تقسیم بندی می شوند. در قفسه های نورد دو غلتکی جهت چرخش غلتک ها دو طرفه است به طوری که با تغییر جهت حرکت آنها ضخامت قطعه در رفت و برگشت قابل کاهش می باشد.
در این روش قطعه کار بین دو غلتک تغییر شکل داده می شود و بیشتر کاهش در سطح مقطع مورد نظر می باشد. ویژگی بارز این روش این است که اولا محور غلطک ها با هم موازی هستند و ثانیا تغییر شکل در امتداد حرکت عمومی قطعه و عمود غلتک ها صورت می پذیرد.
در حقیقیت چون تغییر شکل در امتداد طول صورت می گیرد و به آن نورد طولی می گویند. این نوع نورد در صنعت و حتی کارگاه های کوچک شکل دهی بسیار مورد استفاده قرار می گیرد.
انواع قفسه های نورد و مقایسه آنها
علاوه بر قفسه های نورد دو غلتکی، قفسه های نورد سه غلطکی، شش غلطکی و اقماری نیز وجود دارند. مزیت قفسه های نورد سه غلطکی نسبت به قفسه نورد دو غلتکی در این است که می تواند فرایند نورد را بدون تغییر جهت حرکت غلتک ها در هر دو جهت رفت و برگشت انجام دهد.
علت این امر مخالف بودن جهت حرکت غلتک میانی با جهت حرکت دو غلطک بالایی و پایینی است. انتقال قطعه کار به سمت دهانه ورودی دو غلتک پایینی و (یا بالایی) میانی توسط میز بالابر انجام می پذیرد.
علت استفاده از قفسه نورد چهار غلتکی کاهش نیروی لازم برای نورد و جلوگیری از خم شدن غلتک های شکل دهنده کاری هنگام نورد تختال ها، تسمه های عریض و ورق است.
از بین چهار غلتک دو غلتک به عنوان غلتک های شکل دهنده(دو غلتک که در تماس مستقیم با قطعه کار هستند) و دو غلتک به عنوان پشتیبان عمل می کنند.
در غلتک های چهار تایی، فقط غلتک های کاری توسط نیروی محرکه خارجی حرکت می کنند و حرکت دو غلطک پشتیبان بر اثر اصطکاک بین آنها و غلتک های کاری است.
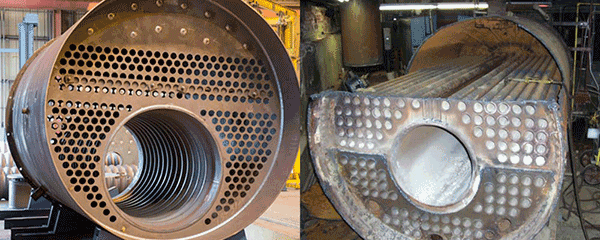
5- مونتاژ قطعات اصلی دیگ
قرار گرفتن پوسته، کوره، صفحات و پایه در کنار هم در این قسمت انجام می گیرد. لوله های پاسهای مختلف دیگ بخار را قرار می دهند و جوشکاری های مربوطه صورت میگیرد.
دیگ بخار بر اساس تعداد مسیری که گازهای تولید شده ناشی از احتراق طی میکند تا وارد دودکش شوند به تک پاس، دوپاس، سه پاس و چهارپاس تقسیم میشود.
معمولا دیگ بخار به صورت دو پاس و سه پاس طراحی و تولید می شود. دیگ بخار سه پاس از راندمان بالاتری نسبت به بویلر بخار دو پاس برخوردار است.
6- جوشکاری تخصصی
جوشکاری زیر پودری و دستی توسط الکترود 70/18 انجام می گیرد. پس از جوشکاری، شرکت سازنده موظف است به شرکت بازرسی مربوطه اطلاع دهد تا بازرسان جهت بازرسی فنی جوش های دیگ بخار و انجام آزمایشاتی شامل(UT,RT,PT,VT)، اقدام نمایند.
7- تست هیدرواستاتیک (تست سرد)
در این مرحله تست هیدرواستاتیک انجام می شود و بازرس مراحل قبلی را مورد بررسی قرار می دهد و علاوه بر آن دیگ در برابر 1/5 برابر فشار طراحی قرار می گیرد و در صورت مثبت بودن مورد تایید می شود.
با توجه به اینکه دیگ بخار جز مخازن تحت فشار محسوب میشود، رعایت استاندارد و نکات ایمنی از اهمیت بالایی برخوردار است. یکی از مهم ترین فاکتورهایی که هر دیگ بخار استاندارد، دارای آن است، گواهی پروانه استاندارد ملی میباشد که از لحاظ قانون کاملا معتبر است و هر گونه گواهی دیگر نظیر ایزو و …، از نگاه قانون هیچ ارزشی ندارد و مورد تایید نیست.
گواهی استاندارد ملی توسط شرکت های معتبر بازرسی فنی کشور صادر میگردد. از جمله وظایف تیم بازرسی نظارت بر کیفیت و استاندارد بودن مراحل ساخت بویلر است.
8- رنگ، عایق و روکش
عایق توسط موادی همچون پشم سنگ، پشم سرامیک و پشم شیشه بستگی به مکان قرار گرفتن بویلر انجام می گیرد. روکش بویلر از جنس استیل یا گالوانیزه بستگی به نظر مشتری انجام می گیرد.
عایق کاری دیگ بخار و دیگ آبگرم
در دیگ بخار با توجه به فشار تنظیم شده دیگ، دمای بدنه بویلر بالا می باشد. دمای بدنه بالا، یکی از پارامترهای مهم در میزان اتلاف حرارتی به محیط خواهد بود.
بدین خاطر تولیدکنندگان بویلرهای بخار سعی می کنند با عایق کاری دیگ بخار از این هدر رفت جلوگیری کنند و بویلرهای خود را با عایق پشم سنگ و عمدتا با ضخامت 100 میلی متر عایق نمایند.
البته تعدادی از تولیدکنندگان در بویلرهای بخار کوچک به ضخامت 75 و یا 50 میلی متر بسنده می نمایند.

دمای بدنه بویلر در چند فشار مختلف ارائه گردیده است:
- فشار کارکرد 10 بار —– دمای بدنه حدوداً 184 درجه سانتیگراد
- فشار کارکرد 8 بار —– دمای بدنه حدوداً 175 درجه سانتیگراد
- فشار کارکرد 6 بار —– دمای بدنه حدوداً 165 درجه سانتیگراد
- فشار کارکرد 4 بار —– دمای بدنه حدوداً 151 درجه سانتیگراد
در بویلرهای آبگرم بدلیل دمای کارکرد بویلر در محدوده 60 الی 70 درجه سانتیگراد، دمای بدنه نیز پایین و در این محدوده خواهد بود. لذا سازندگان دیگ آب گرم عمدتا بویلرها خود را با ضخامت 50 میلی متر عایق می کنند.
با توجه به توضیحات فوق و طبق محاسبات انجام شده میزان اتلاف حرارتی از بدنه فاقد عایق در بویلرهای بخار تا محدوده 4 درصد و در دیگ آبگرم تا محدوده 2.5 درصد ماکزیمم انرژی ورودی به بویلر (مشعل) خواهد بود.
تاثیر عمر دیگ بخار به روکش عایق

عایق کاری دیگ بخار و دیگ آبگرم
هر چه عمر کارکرد بویلرها بیشتر شود، میزان آسیب های احتمالی وارد شده به عایق آنها افزایش می یابد.
این آسیب ها می تواند شامل، آسیب به روکش عایق ناشی از بالا رفتن اپراتور از روی بدنه و پا گذاشتن بر روی سطح عایق ، ریختن آب بر روی عایق ناشی از عملکرد شیر اطمینان، آتش سوزی و … باشد.
بهره برداران بویلرهای بخار و بویلر آبگرم همواره لازم است به کیفیت عایق بویلر در حال بهره برداری خود توجه و اهتمام ویژه داشته باشند.
دقت نمایید که اگر در حال حاضر سوخت اصلی مصرفی در کارخانه شما گازوئیل می باشد.شما تقریباً 2.2 برابر الی 4.2 برابر همکارانتان که گاز مصرف می کنند هزینه پرداخت خواهید کرد.
لذا هر راهکار بهینه سازی انرژی که حتی 1 درصد برای شما صرفه جویی انرژی ایجاد کند باید از آن استقبال نمایید. به عنوان مثال اگر در کارخانه خود یک دستگاه بویلر 3 تن در ساعت دارید و خط تولید شما 14 ساعت در شبانه روز و 25 روز در ماه کار می کند.
و شما با عایق کاری بتوانید حداقل 2 درصد از اتلاف حرارتی آن جلوگیری کنید هر سال با سوخت گاز 1/120/000 تومان و با سوخت گازوئیل 4/700/000 تومان صرفه جویی نموده اید.
9- نصب تجهیزات و لوازم کنترلی

طراحی و انتخاب تجهیزات دیگ بخار
تجهیزات جانبی دیگ بخار نظیر تجهیرات کنترلی، مشعل صنعتی و … که در مرحله آخر نصب می گردد، شامل موارد زیر می گردد:
- مشعل
- پمپ تغذیه
- لول کنترل برای کنترل سطح آب
- پرشرسوئیچ برای کنترل فشار
- شیرهای اطمینان
- شیر خروجی، تخلیه و تغذیه
- تابلو و مدار فرمان
- آب نما
10- تست گرم بویلر
پس از انجام تمامی مراحل ساخت، بویلر بایستی مورد بازرسی نهایی قرار گیرد. بدین صورت که دیگ روشن شود و استارت اولیه انجام گیرد.
این مرحله برای دیگ بخار در ظرفیت های پایین (زیر یک تن) در کارخانه انجام می گیرد ولی برای ظرفیت های بالا پس از نصب توسط کارشناسان صورت می گیرد.
تست دیگ آبگرم حتما بایستی در مدار سیرکوله انجام گیرد بنابراین تست گرم بویلر در محل نصب توسط کارشناسان صورت می گیرد.
11- نصب و پیاده سازی بویلر
هنگام نصب بویلر بایستی به نکاتی مانند ابعاد موتورخانه، فونداسیون مناسب، فضای لازم برای اپراتوری و امکان نصب تجهیزات و لوازم مورد نیاز، سقف و پناهنگاه برای نصب بویلر توجه شود.
در حالت عادی نصب دیگ توسط خریدار صورت می گیرد ولی در صورتی که در قرارداد ذکر شود می توان این خدمات را به مشتری ارائه داد.
در این مقاله سعی شده است نکاتی در مورد طراحی، ساخت و نصب بویلر به شما خوانندگان عزیز ارائه شود، امیدواریم این مهم انجام گرفته باشد.
لازم است بگوییم محصولات مشهد بویلر تحت بازرسی بزرگترین شرکت بازرسی فنی در ایران، ISQI، صورت میگیرد.
مشهد بویلر با بیش از ده سال سابقه فعالیت در زمینه ارائه خدمات صادقانه به مشتریان خود موفق به ارسال تولیدات خود در سرتاسر ایران شده است و حتی در زمینه صادرات به کشورهای همسایه موفق نیز، عمل کرده است.
مراحل ساخت دیگ بخار
- تهیه نقشه فنی مطابق استاندارد ملی ایران
- تهیه متریال دیگ بخار مطابق نقشه فنی
- انجام مراحل برشكاری و سوراخكاری ورق های دیگ بخار و انجام مراحل عملیات نورد و مونتاژ اولیه
- شروع مراحل جوشكاری مطابق دستورالعمل های تایید شده واحد تولید دیگ بخار
- بازرسی فنی جوش های دیگ بخار و انجام آزمایش های غیر مخرب (RT-UT-PT-VT) توسط شركت های مورد تایید
- قراردادن لوله های پاس های مختلف دیگ بخار و انجام جوشكاری های مربوطه
- نصب نازل ها و اتصالات دیگ بخار و انجام جوشكاری ها
- انجام تست هیدرواستاتیك با آب و در 1.5 برار فشار طراحی دیگ بخار
- انجام مراحل عایق كاری و ایزولاسیون داخلی و خارجی دیگ بخار
- انجام روكش كاری و نصب تجهیزات و لوازم پكیج دیگ بخار
در پایان پس از انجام مراحل فوق نوبت به بازرسی و تست بویلر می رسد. این قسمت از اهمیت ویژه ای در بین خریداران دیگ دارا می باشد.
بازرسی دیگ بخار و آب داغ و مخازن تحت فشار
فرآیند بازرسی دیگ بخار و دیگ آبگرم – آبداغ حین ساخت مطابق قوانین سازمان ملی استاندارد ایران دارای استانداردهای اجباری به شماره ۴۲۳۱ و ۷۹۱۱ می باشد.
برای حصول اطمینان از اینکه مواد مصرفی، ساخت و آزمایش ها از تمامی جهات مطابق استاندارد های ملی مذکور انجام شود، بازرسی های کافی و دقیق باید انجام گیرند.
بنابراین بر اساس استاندارد اجباری به شماره ۴۲۳۱ و ۷۹۱۱ هر بویلر در طول فرآیند ساخت باید توسط شرکت های بازرسی رسمی مورد تایید سازمان ملی استاندارد ایران که دارای گواهی معتبر از طرف سازمان ملی تایید صلاحیت ایران هستند، مورد بازرسی قرار می گیرد.
معرفی شرکت معتبر بازرسی حین ساخت مورد تایید سازمان ملی استاندارد:
یکی از معتبر ترین و بزرگترین شرکت های بازرسی فنی که به عنوان اولین شرکت بازرسی دارای مجوز بازرسی از دیگ های بخار در حال ساخت ، شرکت بازرسی کیفیت و استاندارد ایران (ISQI) می باشد.
شرکت ISQI در بخش بازرسی بویلر و مخازن تحت فشار از با سابقه ترین بخشهای واحد بازرسی تجهیزات صنعتی که بر اساس تایید صلاحیت صورت گرفته توسط مرکز ملی تایید صلاحیت ایران می باشد.
و با بیش از دو دهه سابقه و تجربه بازرسی در زمینههای تایید طراحی، بازرسی حین ساخت و ادواری بویلرهای بخار، آبداغ، آبگرم و مخازن تحت فشار بر اساس استانداردهای ملی مربوطه (استانداردهای ISIRI 4231 وISIRI 7911 و ISIRI 18132 و ISIRI 13782 و استانداردهای معتبر بین المللی توانسته است با جذب و بهره گیری از توان کارشناسان متخصص و مجرب خدمات کیفی و با ارزشی را به جامعه صنعتی ایران ارائه نماید.
دیگ های تولید شده در صنایع دما بخار مشهد دارای گواهی نامه تایید از شرکت بازرسی ISQI می باشد.
مطالب مرتبط: اهمیت پلاک بازرسی دیگ بخار
طراحی دیگ بخار
طراحی دیگ بخار، فرآیند طراحی دیگهای مورد استفاده برای اهداف مختلف است. وظیفه اصلی یک بویلر حرارت دادن آب برای تولید بخار است.
بخار تولید شده در دیگ بخار می تواند برای اهداف مختلف از جمله گرمایش محیط، ضدعفونی و استریلیزه کردن، خشک کردن، ایجاد رطوبت مناسب و تولید برق استفاده شود.
دما و یا شرایط بخار مورد نیاز برای هر کدام از این کاربردها متفاوت است. بنابراین طراحی دیگ های بخار مختلف با هم متفاوت است.

ویژگی های طراحی دیگ بخار مدرن
طراحی مدرن دیگ های بخار چندین مزیت دارد. در گذشته طراحی نامناسب دیگ های بخار باعث بروز حوادث دیگ بخار و انفجارهایی شده بود که باعث خسارات مالی و جانی فراوان شده است.
در طرح های مدرن برای جلوگیری از چنین حوادثی تلاش می شود. علاوه بر این، با کمک مدل سازی ریاضی میزان فضای مورد نیاز دیگ بخار و نوع مواد اولیه مورد استفاده را تعیین می کنند.
مطلب پیشنهادی : طبقه بندی بویلرها
طراحی ديگ بخار دارای خصلتی محافظه كارانه است. در نتيجه، حتی ممكن است عيوبی بزرگ در بعضی از نقاط سيستم تا مدت زمان قابل توجهی، بدون منجر شدن به خرابی كل سيستم، در آن حاضر باشند.
با اين همه، هدف روش های ساخت و تعمير بايد ارائه سيستم های عاری از عيب و نقص باشد. به عنوان مثال، نقصی در يك استوانه بخار بزرگ مربوط به يك ديگ بخار پرفشار، بعلت عدم انجام بازرسی غير مخرب پس از عمليات حرارتی تنش گيری، از نظر پنهان ماند.
در نتيجه، استوانه در حين يك آزمايش هيدرواستاتيك، به تردی شكست. بايد خاطر نشان ساخت كه اين ديگ بر اساس آيين نامه ديگ و مخزن تحت فشار ASME ساخته نشده بود.
و از اين رو پارهای از عمليات تصريح شده در آيين نامه مذكور (مانند پرتونگاری تمام اتصالات جوشی و آزمايش هيدرواستاتيك با آب در دمای حداقل 21 0C ) انجام نگرفته بود.
مطلب پیشنهادی: انواع پمپ ها در بویلر و دیگ بخار
بررسی یک نمونه طراحی دیگ بخار
مثال: شكست ترد استوانه يك ديگ بخار پرفشار، ساخته شده از فولاد mn-Cr-Mo-V در اثر وجود يك ترك پنهان در استوانه بخار 164 تنی يك ديگ پرفشار با قطر داخلی 5/5 فوت و طول كل 74 فوت و 9 اينچ. در حين آزمايش هيدرواستاتيك، به هنگام رسيدن به فشار3980 psi ، در اثر شكست ترد صدمه ديد.
دمای آب در طول آزمايش ، برابر 7 0C (440 f) بوده است. استوانه بخار، در مقابل سه آزمايش هيدرواستاتيك پيشين، هر يك با فشار 4163 psi، مقاومت نموده بود.
دمای آب در هر سه آزمايش، در ظاهر بالاتر از 7 0C بوده است. در ضمن فشار طراحی ديگ بخار، 2775 psi بوده است.
برای کسب اطلاعات بیشتر،مقالات مربوطه را مطالعه فرمایید:
دستور العمل راه اندازی دیگ بخار